Hi guys! The video has some of the same information but the article is more detailed and will be updated moving forward where as the video won't be. Enjoy!
When it comes to water treatment in the UK, you'll be forgiven for thinking that you need thousands of pounds worth of laboratory equipment on site to do testing and expensive filling machines and goodness knows what else.
In reality, the vast majority of the time in the UK, you're fine filling with tap water. In fact in many scenarios you might be okay just reusing the water that's already in the system! Sounds crazy right?
Any system with chemicals in should be tested annually to check the levels and many manufacturers and chemical companies are moving towards that.
If you're doing tests annually anyway, then you could remove a part of this by just not installing an inhibitor and just do basic water quality management. This will reduce corrosion and reduce scale in your system water.
What is VDI 2035?
Treatment can be even more simple than adding inhibitors and retesting every year. VDI 2035 is a standard written by the association of German engineers.
Note; VDI is the Association of German Engineers, they create (among many other things) standards to guide industry, for the purposes of this article we will refer to the water quality “VDI 2035” as “VDI”.
VDI isn't a method to achieve lower corrosion levels, it's actually just a few parameters for you to try and achieve.
It comes in 2 parts; part 1 is for domestic hot water, part 2 for heating, here’s a truncated PDF of part 2 showing the scope. Note; since filming our VDI video, part 2 has been withdrawn and the information inside added to a now expanded part 1.
Now, there are other countries that have different standards, you've got Onom H15951 from Austria and SWKI from Switzerland but they all share the same method of avoiding chemicals, except as a “last resort”.
Onom and SWKI use exactly the same methods as VDI, it's just the parameters which are slightly different and the methods can't be copyrighted because it's just chemistry!
VDI is the best known in the UK and the one we will be talking about most moving forwards as an industry.
So, as is the running theme of Heat Geek, we're going to show you today that you don't need loads of expensive equipment, you don't need to be fooled by sales brochures, you just need some basic understanding of what's going on inside the system.
Why Treat Heating Water?
There's two main reasons to look at water treatment in heating systems. The first is corrosion, as we all know, and the second, which is much less talked about, is the effect on heat transfer due to scaling.
You might have heard us talk about this previously, but it's said that one millimetre of scale on the heat exchanger can reduce heat transfer by five to ten percent!
What is Scaling?
Scaling is where salts in the water bake onto heat exchangers. That could be a heat exchanger in a hot water cylinder, the element in your kettle, or a heat exchanger in a boiler.
In the case of a boiler, the flame essentially plays against this surface making the surface hot. When the salts in the water make contact with the surface, they solidify and create a thin layer of scale and that scale creates an insulative layer that insulates the heat from going from the flame into the water.
A simple way to test this in a gas boiler is to compare your flue temperature with the flow temperature from the boiler, the higher the flue temp above the flow temp, the more flue gas that's passing through the waterways without being absorbed into the water.
So now we know that the higher the flue temperature above the flow temperature, the more scale you potentially have on that heat exchanger. Bear in mind, when doing this you'll need to compare this against the same boiler earlier on in its life.
What are the Sources of Scale?
There are two sources of scale. The first source is calcium/magnesium, which simply comes in from your tap, otherwise known as limescale.
When these come into contact with a surface that's 60 degrees or above, they solidify and that creates a scale, exactly the same as you find inside your kettle. This process does happen below 60⁰c, but in a much slower fashion.
If you live in a hard water area and if you think about the sheer temperature of the gas flame, that's going to be around about 900 to 1200 degrees Celsius, the actual flow temperature is kind of the average of all the different flow paths in the boiler, so that really hot surface is way above 60 degrees.
The second source of scale is iron. This either comes in from your mains, particularly if you've got old iron water mains pipe work, or, and more likely for heating but not hot water, it comes off the steel radiators in the form of corrosion. As it comes off the radiators it enters the boiler, finds this hot surface and solidifies, creating this insulative layer.

Notably, VDI also covers hot water production for this very same reason, so where you have fresh mains water coming into your cylinder or combination boiler, and it's heated up in the coil or in the plate heat exchanger, this will also have this same scaling effect, reducing efficiency and meaning that you need higher temperatures in the boiler to have the same recovery rate or flow rates. Calcium carbonate starts to occur at as little as 35°C in hot water systems and gets progressively worse as it gets hotter.
Water Treatment to Prevent Corrosion
Next and most commonly discussed is corrosion of the heating system components. We can never stop corrosion, only ever slow it down and the way we do that in heating systems is to make the system water as non-corrosive as possible.
There are two main reasons for corrosion in heating systems.
The first is that you have the incorrect pH of the water for the specific metals within the system and the second is from electrolytic or galvanic corrosion.
Electrolytic or Galvanic Corrosion
You might remember an experiment in school where you placed two different types of metal in an electrolyte or conductive water solution and as an electrical current passed one metal would corrode in favour of the more noble metal.
This can only happen if the liquid they're in is conductive, if the liquid is not conductive this process can't happen and contrary to popular belief, pure water is not conductive.
If you have pure water, there's no salts or metals in it to conduct the electrons, therefore, it doesn't conduct and you minimise galvanic corrosion.
So the higher the level of salts and metals within our system water, the higher the conductivity of our water and the higher the conductivity of our water, the higher the rate of corrosion.
For this reason, we measure the conductivity of our water and that is measured in what's called microsiemens. Expressed like this μS, VDI suggests that our fill water is no more conductive than 1,500 μS.
The other prerequisite to galvanic corrosion is - Oxygen.
Corrosion from Oxygen in Heating Water
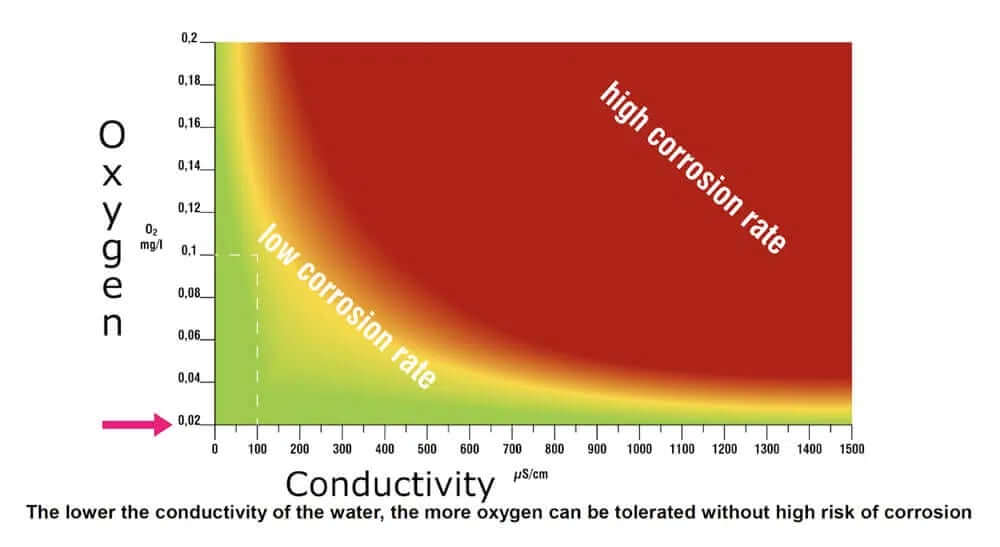
If you have a look at this graph from Elector, the higher the oxygen level in relation to conductivity, the higher the corrosion rate.
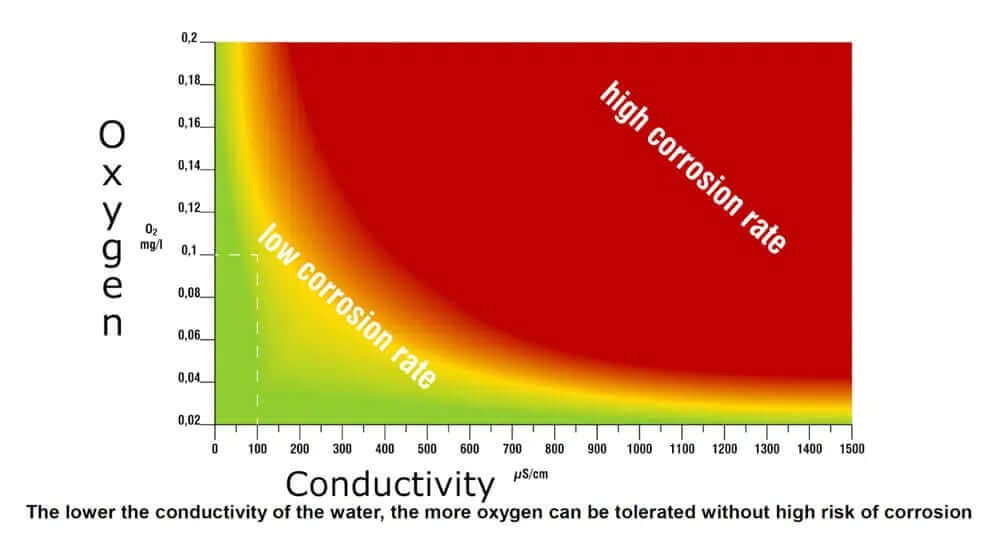
If you either have just low Oxygen or just low conductivity, you'll have minimal corrosion.
The amount of O2 (Oxygen) in the system really depends on varying factors, but they're all driven by Henry's law.
Henry's Law
Henry's law dictates the higher the system pressure, the higher the concentration of dissolved gases in that liquid. If we lower the pressure, the amount of dissolved air within that water reduces and if we increase the temperature, the amount of dissolved air in that liquid reduces.
Dissolved air is a funny thing. When it's dissolved into a liquid it holds no volume, so the liquid doesn't expand at all, it kind of fits in amongst the other molecules, however, when it comes out of the solution it does begin to hold volume.
This is shown in fizzy drinks. When they're carbonated they're held at a high pressure and when they're held at this high pressure and carbon dioxide is introduced they absorb the carbon dioxide.
When you then unscrew the lid, you'll see that all of a sudden it holds volume as the carbon dioxide tries to leave the drink quickly, then after being left you'll see bubbles slowly coming out of solution.
As a liquid returns to an equalised state for that pressure and temperature it will equalise pressure and gas content for its relative temperature and pressure, you'll know when this is because it will be flat.
Likewise you'll notice if you've ever put a pan on the boil, to boil some eggs for example, as the water warms up you'll see some bubbles forming around the imperfections on the edge.
This is where the water is becoming saturated with air and it's trying to eject the gases for that pressure and temperature. If you then take that pan back off the heat, you'll see it'll reabsorb those bubbles because the water is in a lower state, so it'll be actively trying to draw air into the water in a process called diffusion.
Unfortunately testing oxygen within systems is very difficult and expensive. The main reason being, as soon as you take the water out of the system, it's in contact with the surrounding air and your reading will become inaccurate.
VDI suggests that sealed systems will settle at 0.002 milligrams per litre if they're correctly installed and maintained.
That means using pipework that has a sensible barrier to oxygen like press fit or soldered copper, or MLC pipe, and obviously sealing the system up rather than being an 'open vent' system. As such, VDI is fine for good quality sealed systems to be up to 1,500 microsiemens in conductivity.
You'll notice that 0.02 milligrams of oxygen per litre is right at the bottom of this graph, so VDI are happy to have a conductivity up to 1,500 microsiemens, but obviously the lower the better.
You may have noticed that older, non-barrier plastic pipes with or without inhibitors, have higher corrosion rates?
That's because of this process called diffusion.
If you don't use materials with proper barriers to oxygen, the air will permeate these surfaces and get into the water and raise the O2 content. All materials are susceptible to this, just in very varying amounts.
Mains water naturally has a very high oxygen content because:
- it's high in pressure, especially from where it's pumped at the main pumping stations
- it's cooler, so injecting that into a heating system is immediately putting high oxygen concentration into your heating system.
Much of this oxygen is going to come out of solution during the initial heat up though and be vented off during commissioning and after this process the system would have equalised its oxygen content relative to its pressure and temperature.
The remaining oxygen in the system will attack the metals within the system, however, this process can actually be quite handy as when fresh metals appear in a system and the oxygen attacks them, they create what's called a passive or passivity layer, this is where the very top surface corrodes and creates a thin insulative barrier, preventing penetration of fresh or new oxygen to deeper down layers and slowing the corrosion process.

The remaining oxygen will then be largely used up attacking different metals, this puts the water in a lower state, meaning it's more likely to try and hold on to that oxygen and not lose it to other metals within the system.
However, this passive layer will only stay in place if the system water pH is correct.
Corrosion from an Incorrect Heating System pH
Most of you are probably already aware of what pH is, but for those that aren't, the pH of a liquid is how alkaline or acidic that liquid is.
Traditionally you would have tested this with litmus paper. If the pH of the system water is too much in either direction it will dissolve this passive layer and expose fresh pipe underneath for the oxygen to corrode and simultaneously release this corrosion into the water, raising the conductivity.
A pH of 7 is neutral, below 7 is acidic, and above 7 is alkaline.
We can see here that the ideal pH for copper is around about nine and the iron in our radiators is happy with a pH of around 10.
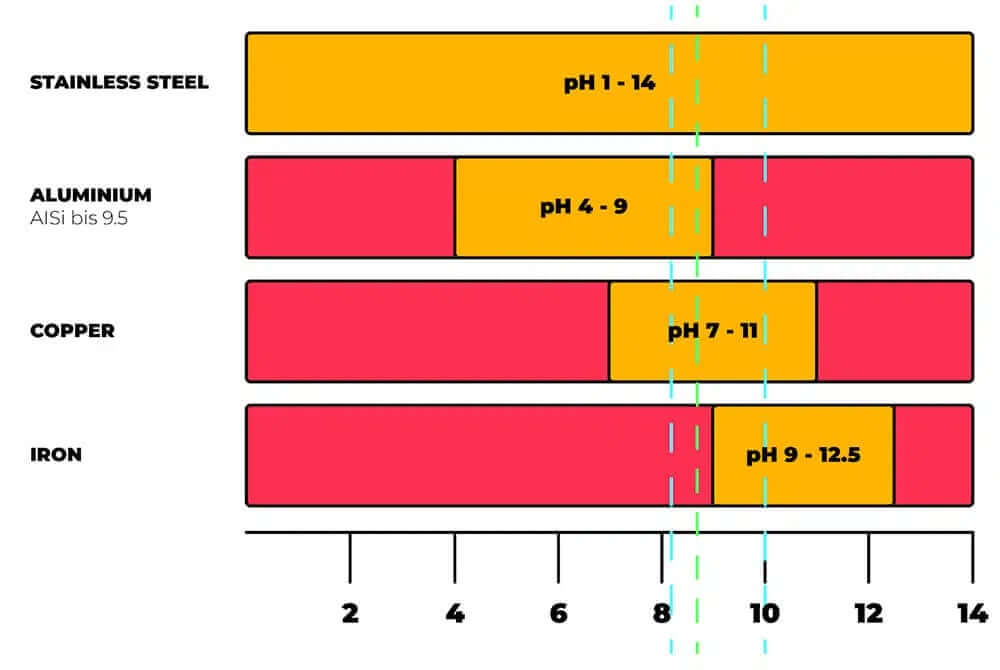
Now there are a few different types of metals in systems so VDI suggests looking for a pH of between 8.2 and 10 if you don't have aluminium in the system.
If the system contains aluminium, that's lowered to 8.2 to 8.5, however, it's also worth checking the manufacturer's instructions. For example, some Worcester Bosch instructions stipulate that the pH must be below 8, otherwise the manufacturer's warranty is invalidated.
This is a bit of a double-edged sword, as the lower pH won't be ideal if you have steel radiators, however, they do also advise you to use an inhibitor.
If you're still soldering systems, one of our theories is that one of the main causes of corrosion is flux being left in after install, which increases the acidity of the water in the system.
So rounding things up so far, here's the basic things that you need to check with your system fill water.
1 - The Conductivity of Your System
The conductivity of your system water must be below 1500 micro siemens. This means that the vast majority of tap water in the UK is just fine.
The conductivity of the tap water around our area is between 400 and 800 so well below the 1500.
If your tap water is above 1500 microsiemens you will need to use a demineralization filling unit in order to comply with VDI, even if that's a partial blend of slightly filtered water and topped up with typical tap water.
Once you've tested your tap water and your neighbour's tap water, you'll typically find it will always sits within a certain range so it isn't necessary to do all the time if you work in a small area, however, it is necessary to re-test once you've filled your heating system as you can pick up bits of corrosion and whatnot from inside the system which will lift the conductivity. If You live in Scotland or Wales you may be lucky enough to have holy heating water with super low conductivity! Use it!
It's also worth noting, if you're doing a simple boiler swap for example, if you measure your conductivity you might find out that the system water in the system you're about to drain down is very good due to the fact that all the scale has been cooked out of the system already on the old heat exchanger. This is a bit harder with a heat pump as we often have to replace radiators and pipe-work so a full drain down is more common.
This leaves pretty good water to leave in your heating system. So provided the conductivity is nice and low and lower than your tap water, it might be worth just reusing that. So test before you drain down! Also be aware of any settled rust in the system that could be kicked up though.
In the longer term it would.be a good idea to retest, if you do get any corrosion, obviously the iron ends up in the water raising the conductivity and it ends up in this vicious feedback loop.
2 - The pH
It's not always necessarily worth testing the tap waters pH as this should always be between 7.2 and 7.4ish.
Outside these pHs it begins to leave the definition of potable water which your water company must legally provide. As previously described though, we're really aiming for a pH of 8.2 and above.
However, the pH of system water naturally rises over time. This is where in the Henry's law that we mentioned earlier on, the water ejects CO2 as it's heated up.
CO2 is slightly acidic which is why CO2 creates acid rain and why increased atmospheric CO2 is acidifying the sea and killing off marine species.
As we heat up the water and the CO2 leaves, it will naturally get a climbing in the pH water within the system. This is called Self-Alkalinization.
As the system water's heated up throughout the year for heating and hot water, the pH will slowly climb as the CO2 is ejected out of the water, creating a lower state within the water.
It should settle around about 8.1 to sort of 8.4. If you want a slightly higher pH from that you can pick up some pH plus tablets from any pool company or amazon.
3 - The Level of Scale
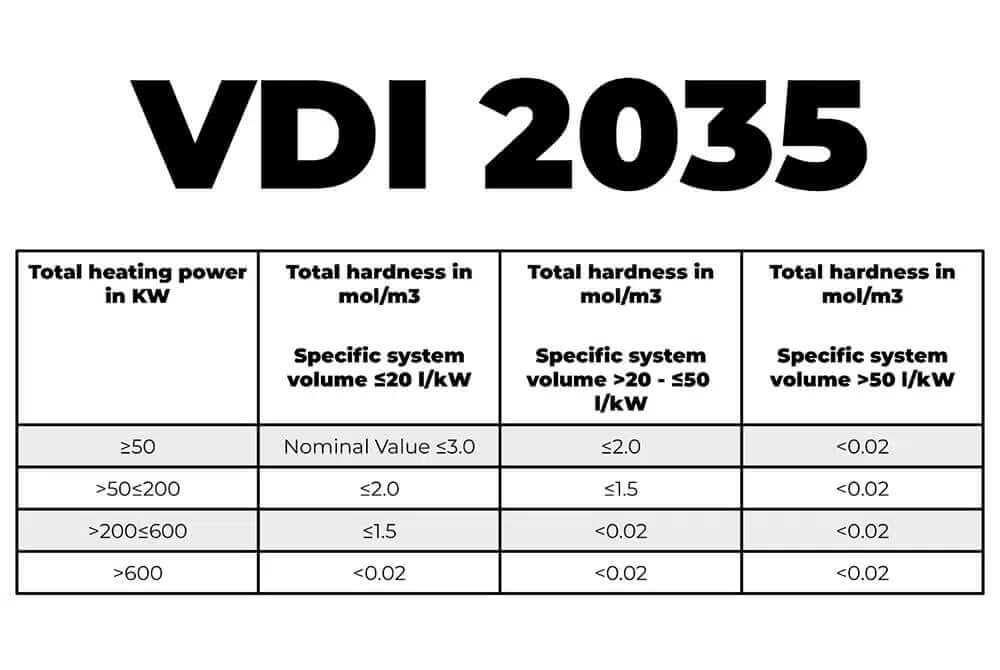
The maximum permissible level of scale within a system, according to VDI, depends on the system volume.
Now typical domestic boiler systems in the UK vary between 70 litres and 100 litres. If we assume a 10 kW system has that amount, that would be around about 7 to 10 litres per kilowatt for that system. However we also know that heat pump systems will have a larger volume due to benefitting much more by bigger emitters and requiring slightly larger pipework.
If you have a look at the graph below you'll see that any system below 50 kilowatts and below 20 litres per kilowatt would have a maximum level of scale of 3 mole per meters cubed. That's equivalent of 300 parts per million hard water
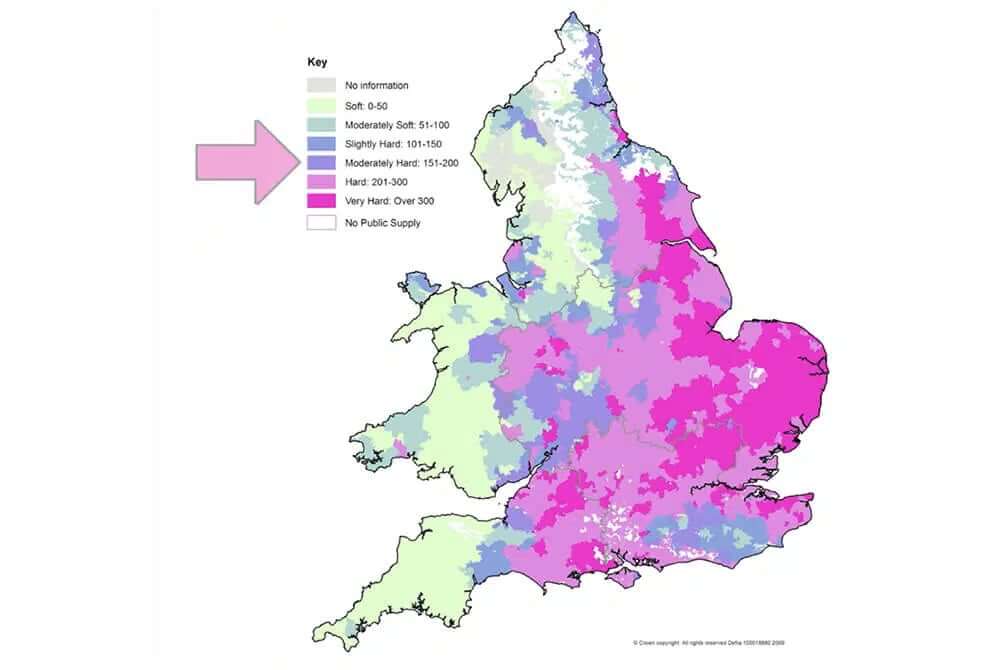
Areas in the UK are typically between 200 and 300 parts per million, so if you're in a hard water area you're fine to fill with tap water, however, if you're in a very hard water area which is 300 parts per million and up, you might have to demineralize to bring your scale levels down to acceptable levels and also probably reduce your conductivity.
If however you are installing a heat pump ready or low temperature system that will have higher volume in the pipework you will need to look for a limit of 200 ppm, especially if using a buffer.
Have a look at this map. You can see how common it is to have very hard water, however I'd still really advise testing this locally or contacting your water supply as these maps aren't always accurate and it does change throughout the year.
Please note, these limits of system volume assume a complete three fills of the system throughout its lifetime. So every time you fill up that whole system, you put in scale and you bake scale onto the heat exchanger.
If you then drain that system down and completely refill it, you need to bake all that new scale into that water onto the heat exchanger building up the layers. This happens on open vent systems with small long term leaks as “fresh” water is brought in over a long period of time, coupled with the high temperature boilers that open vent systems are often on is a recipe for large scale scale!
As you go along, this will potentially lead to overheating and lack of heat at the radiators later on or just loss of efficiency, which you will never know.
If you do have system fill water that you've measured above 300 parts per million, you may decide to use a softener to fill the heating system.
Now that is fine, but you should be aware that these can increase the conductivity and you need to be careful that you don't allow it to go above 1500 micro siemens, however, demineralization units such as this one don't work the same way as softeners.
Demineralization units take out all of the minerals; or as many as possible; from the water, giving you up to zero parts per million or up to zero micro siemens.
Beware of filling aluminium systems with salt based softened water. The different makeup of the water can mean the self-alkalization process settles above 10 which is not healthy for aluminium systems and can affect the warranty of boilers that have heat exchangers made of it.
Remember systems with aluminium should be between 8.2 and 8.5 to comply with VDI.
4 - Oxygen
Lastly oxygen, as previously stated, VDI suggests that most sealed systems will settle around 0.02 milligrams per litre, however, if you've got an open vent system or non-barrier pipe in your system then it can be assumed that this is going to be exceeded, in which case you need to bring your the conductivity of your water right down.
VDI suggests you bring this down to below 100 micro siemens. For doing this you will absolutely need a demineralization unit of some description, but please be aware also that you don't want to end up with the system ideally below 80 microsiemens.
The reason for this is because if all the salts are removed from the water then there's less body to the water so the pH can just wander off in any direction quite easily, there's nothing stabilising it.
So again a quick roundup:
VDI 2035 in a Nutshell
1 - Make sure your conductivity is below 1500 micro siemens for sealed systems and below 100 microsiemens for open vent systems and systems with air ingress potential.
2 - The pH should be above 8.2 and proper care is taken with dissimilar metals.
3 - In most domestic systems the scale level should be below 300 parts per million. But more likely below 200 if a heat pump system.
4 - Reduce your Oxygen, VDI suggests that most sealed systems will settle around 0.02 milligrams per litre and no additional measures are needed.
What Does VDI Say About Using Inhibitors?
VDI says to fill with potable water and only use inhibitors in extreme circumstances where it's required, and that the engineer putting in the inhibitor should be appropriately trained in that chemical area.
How Do We Test Heating Water and Achieve VDI 2035
As with all our videos, our angle on this is that you don't need to spend thousands of pounds on equipment, we know this because we did!
We used to suggest that the demineralisation units and additional equipment were really reserved for commercial systems. However, since heat pumps have become more prominent and people are installing more low temperature systems in preparation for low temperature heating, system volumes are a lot higher, especially if using a buffer.
Because of this we're now going to have to start looking at scale levels below 200 parts per million and if you have a look at the map above again you'll see that that's the vast majority of the UK.
By demineralising these systems and stripping out all the minerals, we remove all of the food that bacteria needs to survive.
If you've got 80 to 100 micro siemens floating around your system, there's not much breeding ground for bacteria there.
So if we're going to do low temperature systems, bacteria grows very quickly. It gets cooked off if your system is a high temperature one, so low temperature systems do better with demineralization.
What Kit Do You Need?
If you take a look at this page on our shop you can see there is a lot of equipment you could buy to test and treat water.
You absolutely do not need all of this kit for every install (unless you want to be the best), but you absolutely do need an electric conductivity meter and the pH meter which again you can get on our store.
You will need those to find out if you actually do need these other products or not to comply with VDI.
If you are using inhibitors you need to be aware every time you chuck in a random bottle of inhibitor into your system, straight away you're increasing conductivity and eventually, the inhibitor dies leaving this conductivity.
It leaves behind a high concentration of old soup and then you'll chuck in another bottle because you need to top up the inhibitor. That will further increase the conductivity, then that inhibitor will die and so on. You simply end up with a corrosive soup and this kind of soup also leaves a huge amount of food for bacterial growth which is one of the main causes of pH falling out. Or you could fully drain the system every time and reintroduce scale... the choice is yours.